Making Springs on the Small Lathe
Part 2: Compression springs
This article deals with making small springs using a metal lathe. There may be other,
better ways of doing it. This is how I've done things in my own home shop for years,
and these methods have worked well for me.
NOTICE!
Safety glasses are a must in any machine shop, at all times. This is never more true
than when working with spring wire. Wear safety glasses!
Now, on to the fun stuff.
This is part 2. The first part dealt only with making fine wire springs that you could do without
any extra tooling, and it only concerned itself with small extension springs.
There is not much difference for making compression springs, except you need a way to evenly
space the coils. There is something you need, though, when using wire larger than about .025",
to keep things on the safe side.

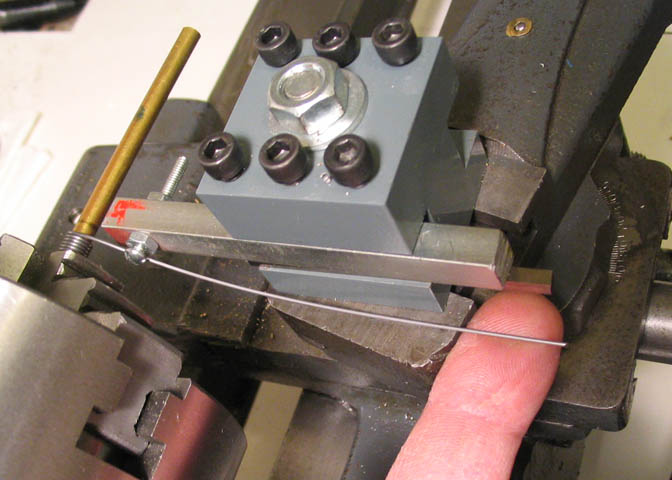
All that's really needed is a little fixture similar to this one. It can be made as fancy as you like, or like
the one in the picture above, very simple and basic.
Just a piece of square stock that will fit your tool post, and an adjustable screw large enough to withstand
the force that will be against it when running larger wire.

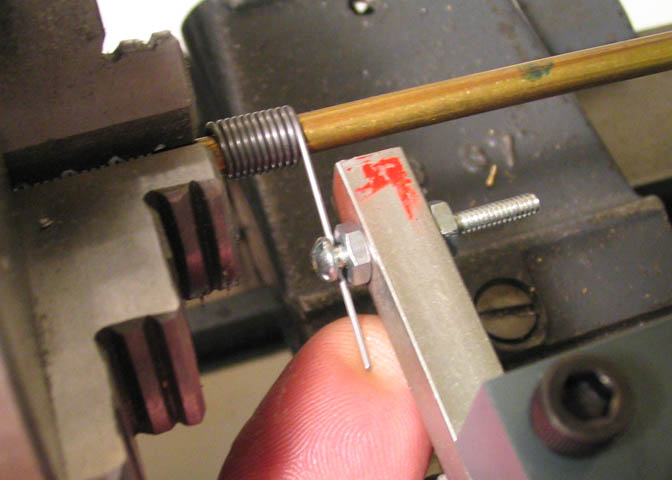
Here's a closer shot of the working end. This one will make springs using wire up to about 1/16", which
would make a fairly stout spring if it was of small dimension.
There are only a couple of things to note when making this thing; The hole through it needs to position
the bottom of the diameter of the screw slightly below centerline on your lathe. It's not a critical
measurement. You can eyeball it.
The other thing is, the screw needs to be back a ways from the end of the square stock to allow the wire
to roll up over the top of the arbor you need to form whatever spring you are making. Also not a critical
measurement, since you can adjust it some simply by cranking the cross slide on your lathe in or out. I would
just put the screw hole back from the front edge of the square stock about 1/2" and call it okie-dokie.
I'm going to do this using a hand crank to rotate the spindle, and I would suggest that until you have
lots of practice and a good feel for it, that you do too. So, the lathe is unplugged.
I do make extension springs using the lathe power fairly often. I've done a lot of those. For
compression springs, you have to watch pretty close to get the right amount of coils, and you don't
need to be counting coils, thinking about when you need to turn off the lathe, and worrying about the
tail end of your spring wire getting loose and whipping you like a bad dog all at one time.
So do it without power.
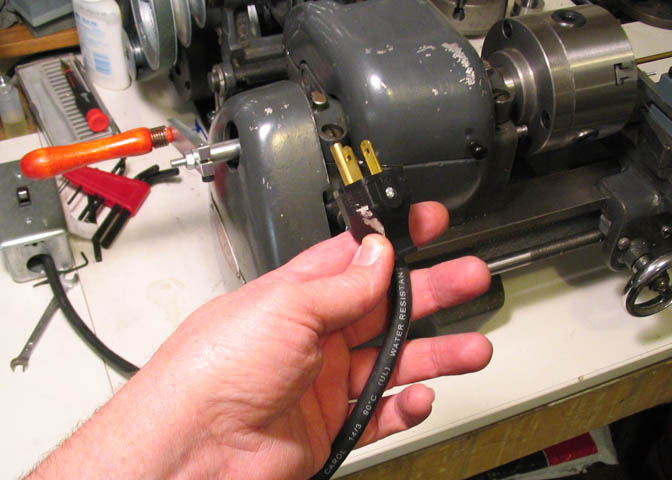
This piece of wire that I'll start with is .032" diameter regular music wire. It's quite light, but still,
at this diameter it's stiff enough that you would really have to tug on it to get a good coil if you
were using pliers to hold it. So it is done with the tool post jig, which makes it quite easy.
I'll just show a regular close coil spring for this first few shots, so you can see how the tool post
thing works. The wire is trapped in the chuck same as I did for the thinner wire in the first part of this write up.
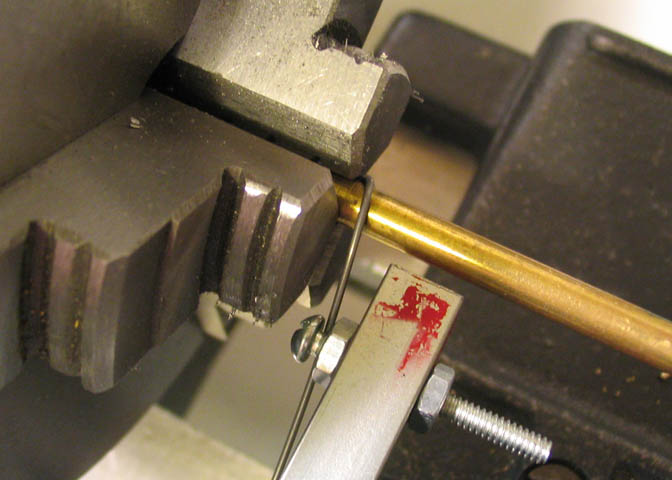
The wire is then put under the screw on the tool, and allowed to trail out past the top of the cross slide.
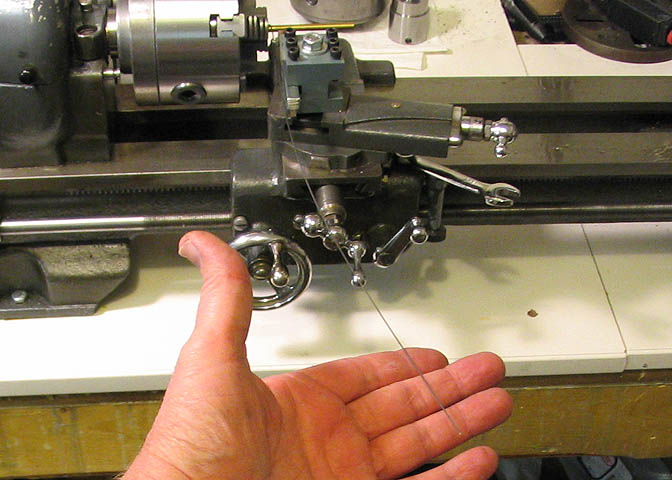
Here, you can see how the wire hangs off the end of the cross slide. Have a care about it as it
sets there. It's small wire, and you can loose it in the background and forget it's there as you are
making the spring. Don't put your face in that area.
The lathe spindle is cranked backward and the coils form over the top of the arbor. The screw
on the tool keeps the wire in line, and prevents it from flipping over the top of the arbor.
As you crank the lathe spindle, watch the coils form, and advance the carriage (toward the tailstock)
slowly, keeping the head of the screw roughly lined up where the previous coil has been formed.
You want it to move so the coils are just about to roll up over the top of it's neighbor, but not quite.
It might seem finicky to do it this way, but it works very well, and you'll soon find that you can crank
the lathe and the carriage in a way that will produce a bunch of well formed coils in short order.
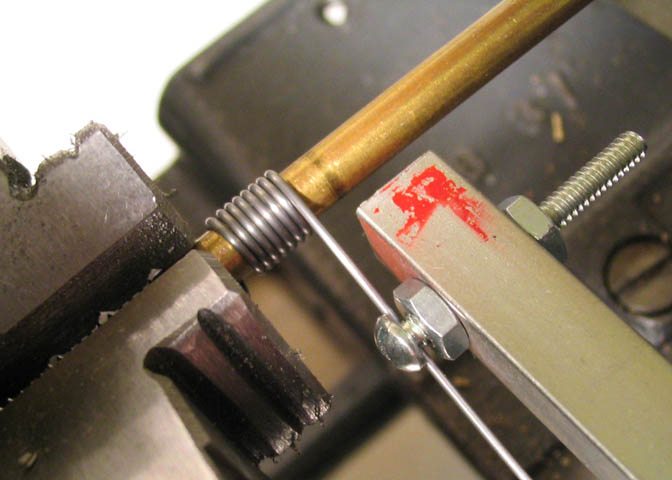
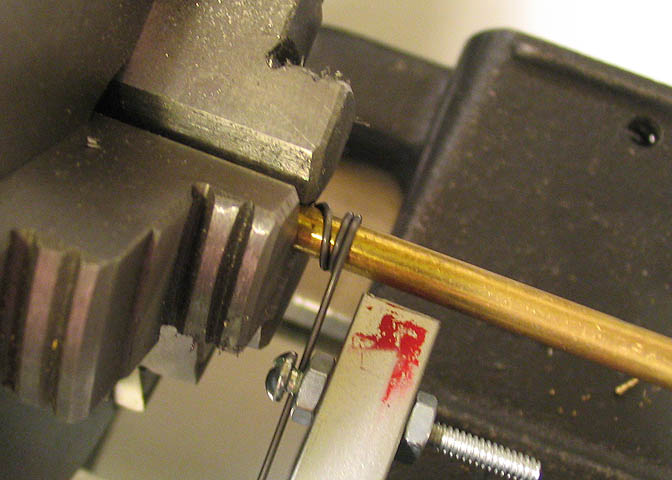
You can see here how the wire pulls up over the top of the cross slide.
The screw/tool will keep it in line. Just mind the end of the wire.
This is where you need to stop. Don't let the end of the wire get past the screw or it may pop!
and make you jump. If it's fairly large wire, like 3/32", it can do damage. Keep your
mind on your business, here.
When you have your spring as long as you want, or when you run out of wire, release the tension
on the spring by unwinding until it relaxes, and you can take it out.
For compression springs, you need an even spacing between the coils. This can be done by eye,
using a ruler to judge the distance between the coils, but it's not terribly precise, and if you don't
use a precision way of winding the coils, you cannot count on making two compression
springs that are the same strength.
A better way is to let the lathe space it for you by setting up the threading gears and running the ratio
through the lead screw, just like if you were threading a rod. Everything shown up to this point
can be done on a plain turning lathe, (a lathe that doesn't cut screw threads). I use a Taig lathe for
winding springs all the time, but I use it mainly when I make extension springs.
For the next steps I'll be using a small Atlas screw cutting lathe.
To start, set the change gears to what you need. An easy example would be if you needed a spring with
16 coils and an inch long. Set the lathe to cut 16 threads, and you're ready to get started.
Begin the spring just as if you were making a extension spring. Leave the lathe halfnut disengaged, and
wind on a few coils. Doesn't matter how many, really, as long as you give yourself two or three close
coils at the beginning and end of the compression spring.
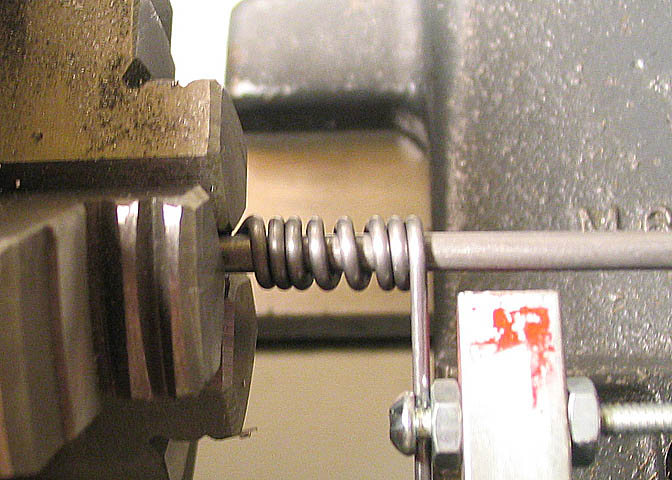
In the shot above, I've wound a couple of close coils, and will now engage the lathe halfnut to make
the compression coils.
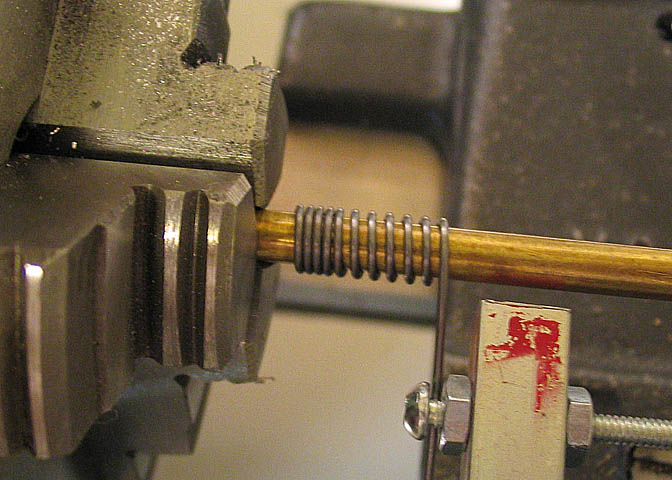
Just as with threading, the lathe spaces the coils nice as can be.
When you have enough compression coils to make your spring, disengage the halfnut, and put on
two or three close coils at the end, just like at the beginning.
You have to do a little figuring to get the length right, but it's not a big chore. Start with the length
you want, and subtract 2x the wire diameter. What is left is the length that can be filled with
compression coils. The coil on each end has to be there, but it doesn't do any work. It's basically
a flat ring. What you can fit between the end coils is the length that does the work, (but
it's not the overall length).
When you have that length figured, you can decide how many coils will fit for a given pitch,
or, what pitch you want for the wire size you need. Then set your lathe to thread that pitch
for your given distance.
I hope that makes sense! Explaining stuff like that isn't my high point.
Now, you probably won't get the exact length you want the first time. The back lash in the lathe
comes into play a little, and judging the exact point at which your first compression coil starts is
left up to your eye. It will help a little if, before you engage the halfnut, you reach into the gear
box and take out the back lash on the geartrain. (Remember, your lathe is not plugged in, right?)
Enough of that, then.
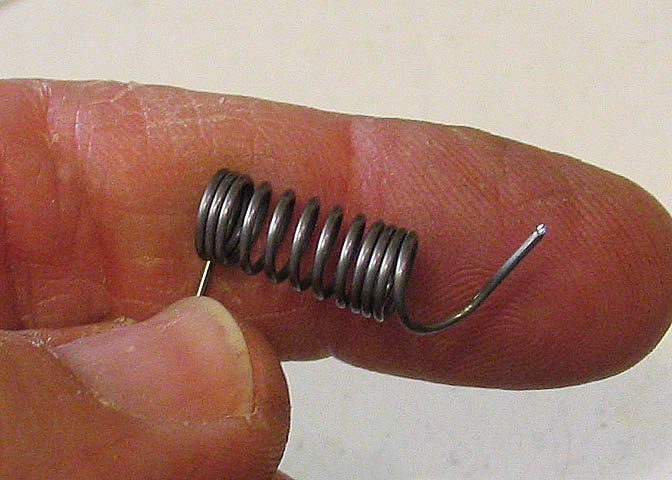
The compression spring will look something like this when you take it off the arbor. Look
at it closely, and determine where the last compression coil on each end meets the first tight
coil, leave a little extra on the flat coil side, and snip the extra coils off.

When you have them snipped off, should look something like this. I've actually cut just
a little bit too much. Would have been better if I had left another 1/8" on the
tail, here, but it's okay for this demo.
Now, before you cook the spring, just like in the the other write up, take the spring to your
grinder, or break out your Dremel tool, and flatten the ends. It only takes a little touch on the
grinding wheel to do it for a spring this size. See the next pic.

You can see how it came out, here. The last coil now has a flat end. If I'd left a little more
of that coil, like I said to do, the flat would go almost 3/4 of the way around the end of the spring.

As it is, though, the spring sits nice and flat. It just needs to be stress relieved as
explained previously, and it will be ready to go.
Note in the shot above that the very end of the top coil is a little blue. Take care not to
do that. That was just about one second on the grinding wheel. One second too long.
One last shot, of some fairly heavy wire being coiled for a very short compression spring. The wire
diameter is .055", which may not sound like much, but it's very stiff. This spring will take probably 20-25 lb.
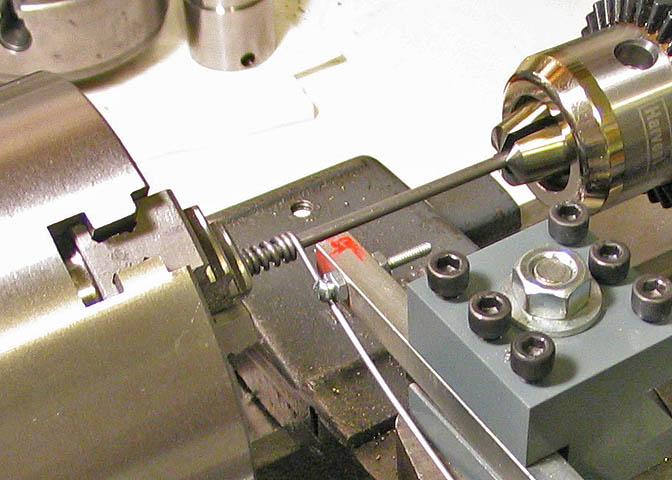
Okay, another last shot of that heavier wire, mainly to show the tailstock chuck being used
to support the arbor. For larger music wire, especially, (and this is fairly large wire in my
shop) the arbor must be supported. The wire being coiled here would bend the arbor
on the first rotation if it wasn't.
For what it's worth, and I mentioned this in the other spring making post, I'm not an expert.
This stuff I'm showing works well for me. Simple as that.
Don't forget, safety glasses, especially when working around wire! And, keep an eye on your
wire end, (not the other way around!).
Back to Part 1
More Taig Lathe & Mill Projects
deansphotographica.com
(home page)
Copyright Dean Williams