An Extended Dead Center
This is a version of a heavy duty dead center for the Taig tail stock.
Keith Brooke wrote a nice article on this item, and he explains how to
figure the diameter needed in relationship to the length of the dead center.
Click on his name above if you'd like to see his page. (Well worth it.)
I made this similar to Keith Brooke's item, and don't mean to imply that
I improved on it. Just a few photos and comments.
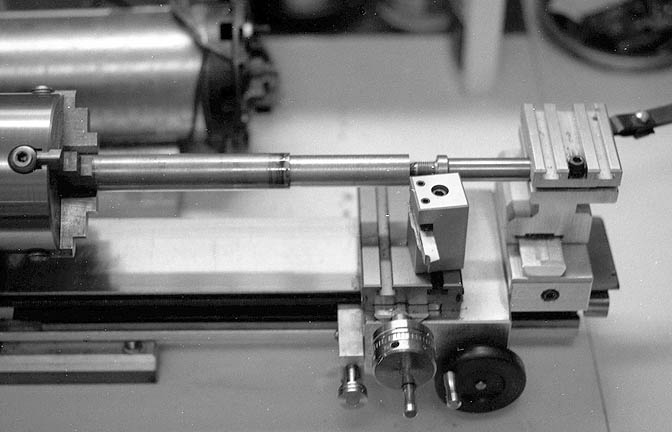
The small end being turned here will go into the tail stock. The round
stock for the piece is 3/4" leaded steel. I used the factory dead center
to support the end.
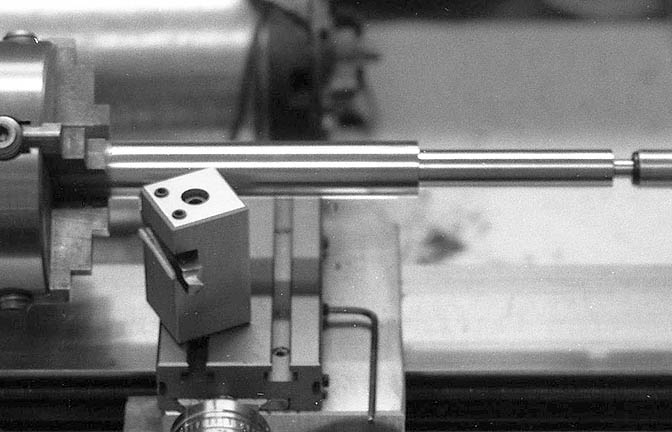
You can see here the very reason that an extended dead center would be handy.
The Taig dead center has been pushed well inside the tail stock, which leaves
it less than fully supported by the bore of the tail stock. Even with the carriage right
up against the tail stock, there is barely enough room to make the cut at the end
of the work piece.
After the small end is turned to a nice finish, and to a diameter that is a close
fit in the tail stock, a fine skim cut is taken on the larger diameter of the center.
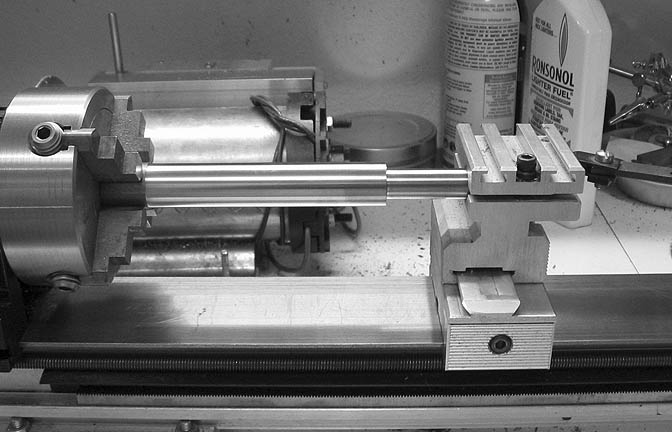
With the body for the dead center finished, I removed the factory Taig center
from the tail stock and ran it up onto the end of the new dead center, just to
check my work.
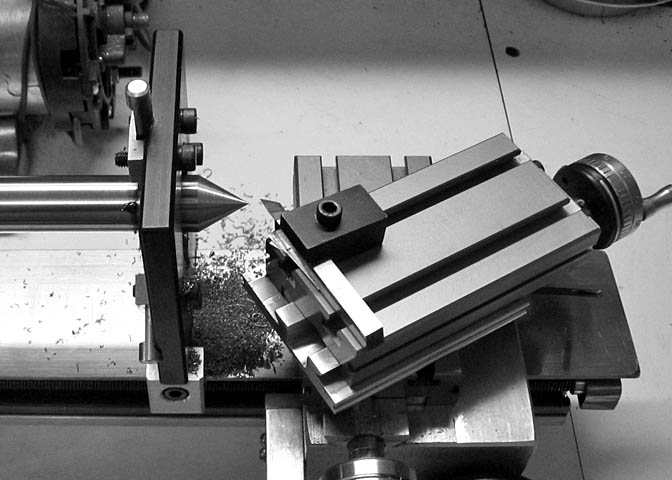
Now the piece is swapped end for end and supported with the steady rest.
The compound slide is set with an adjustable protractor to 30 degrees to cut
the 60 degree point on the center, (30+30=60).
Take some time to dial in your work piece, to set your cutter on the center of
the work piece, and to adjust your protractor carefully.
Lock all the gibs that are not in use when you make this cut and work for a
very fine finish.

Once the point has been turned, if you have a mill, (I don't), or a milling attachment
for your lathe, (I do), you can use a mill to cut a tool relief notch on the end of the
taper point. I used a 3/8 end mill and kept the cut back off the point about 3/32".

Last shot.
More Taig lathe projects
deansphotographica.com
(home page)
Dean Williams