Change Gears for the Craftsman 109
When I got my 109 lathe it came with only the gears that were mounted
in the gear box. It was set up for cutting only a fine feed, but I wanted a
full set for cutting threads. Nine more gears were needed to make the complete
set. I found a couple for sale on ebay, but got tired of waiting for more to come
up at an affordable price, so decided to make the seven gears that were still
needed. I have a simple geared divider, and an even simpler basic indexer, the divider
being made using only a lathe. If you want to see the build projects for
either the divider or indexer, click on the Taig lathe and mill projects link at the
bottom of this page.
These seven gears took one long day to make, and cost about $5 in materials.
Well worth it, considering the price of change gears.
Just a note, in case you would rather buy gears. The gears from any 109 will fit any other,
but the gears from a Craftsman/Atlas 618 will also fit the 109, which gives another option
for a source. Also, Bill Hardin sells them at
Home Shop Supply
The blanks are cut from aluminum round stock, drilled in center 1/2", and faced both
sides for a width of 3/8".
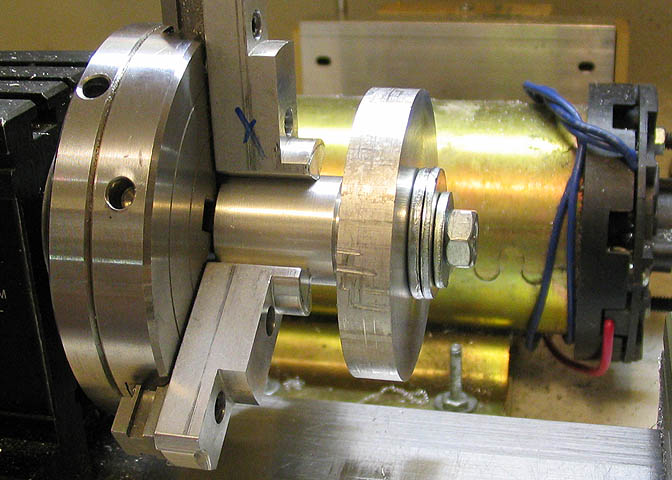
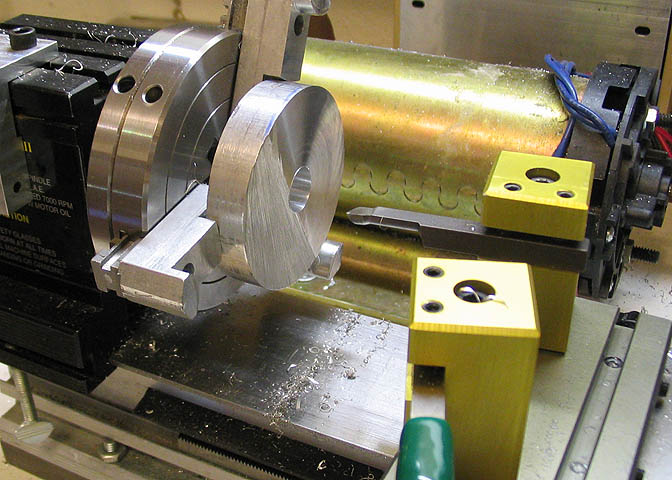
Once faced to the proper width, an arbor with a 1/2" stub us used to mount the blanks for
turning down to size. The arbor is held in the three jaw chuck here, and the 1/2" stub was
turned on the end. The arbor then must be left in the chuck until all blanks are done.

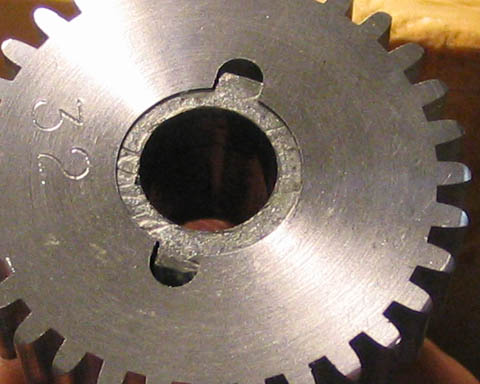
The finished blanks are stamped with the tooth count as soon as they are done.
One of those things a guy learns after doing something like cutting a gear with
the wrong number of teeth! That was a long time ago and I still remember it
like it was yesterday... Made me feel like a dingbat.
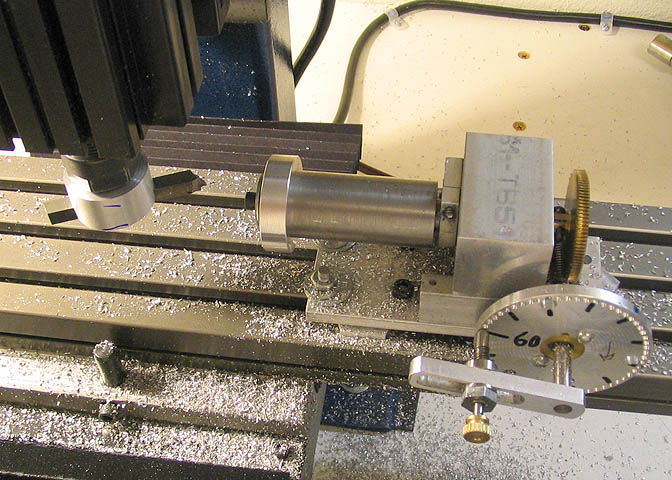
There are no fancy gear cutters in my shop. If a person were to cut gears for a living, they
would be a necessity, but for the home shop machinist, they are a dear price. I've been using
single piont cutters like the one shown here for a long time, and they make good gears. I
grind a common HSS tool bit to the shape between the teeth on an appropriate gear. The
gears used in the Craftsman 109 are 24 pitch.
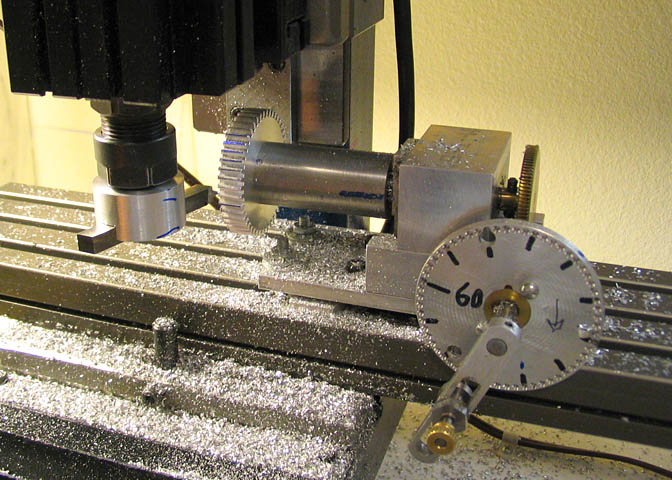
That's one down. The main thing here is to get your cutting point on center, figure the
depth of cut, and above all, count the division rotations and holes carefully!
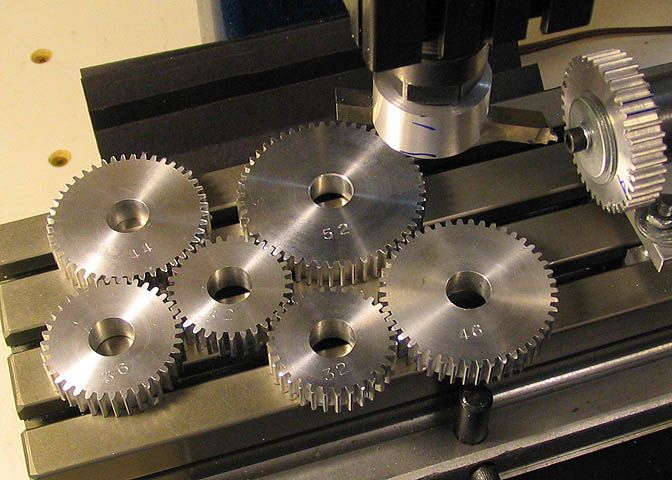
The seven needed to complete the set. Gear cutting is really a simple operation that
provides numerous opportunities to goof up. It happens sometimes.
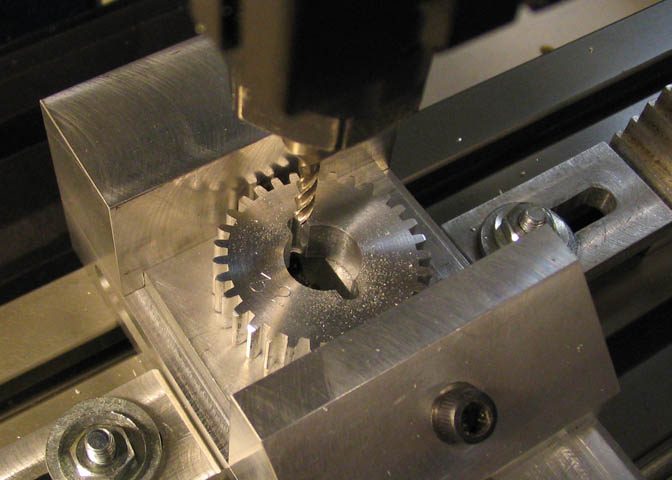
The 109 uses a simple splined bushing to hold the gears in place. The splines and the
cut out part of the gears that fit them are square on the factory gears. However, the
square end of the splines carry no load, which makes this job easier. A 1/8" end mill
can be used to cut simple slots in the gears that fit the splined bushing very well.
Like in this shot.
So, I'm ready to cut some threads on the old 109.
Back to Craftsman 109 Projects
More Taig Lathe & Mill Projects
deansphotographica.com
(home page)
Copyright Dean Williams